Cutting Machine :


Notes :
LS = Limit Switch.
LS 1 = Limit Switch for Cutter Reverse.
LS 2 = Limit Switch for Cutter Forward.
LS 3 = Limit Switch for Clamp1 (Fixed) Forward (Clamp).
LS 4 = Limit Switch for Clamp1 (Fixed) Reverse (UnClamp).
LS 5 = Limit Switch for Clamp2 (Movable) Forward (Clamp).
LS 6 = Limit Switch for Clamp2 (Movable) Reverse (UnClamp).
LS 7 = Limit Switch for Clamp2 (Movable) Forward.
LS 8 = Limit Switch for Clamp2 (Movable) Reverse.
See : LS or Limit Switch
Number Of Inputs and Output PLC applied :
1. Number Of Inputs PLC is 11 Input :
--- 1 Unit Input for Push Button Start.
--- 1 Unit Input for Push Button Emg / Emergency.
--- 1 Unit Input for Selector Switch Electric Motor ON.
--- 8 Unit Input for Limit Switch (LS).
--- Total Number Of Inputs PLC is Minimum 11 Input Unit.
2. Number Of Output PLC is 9 Output :
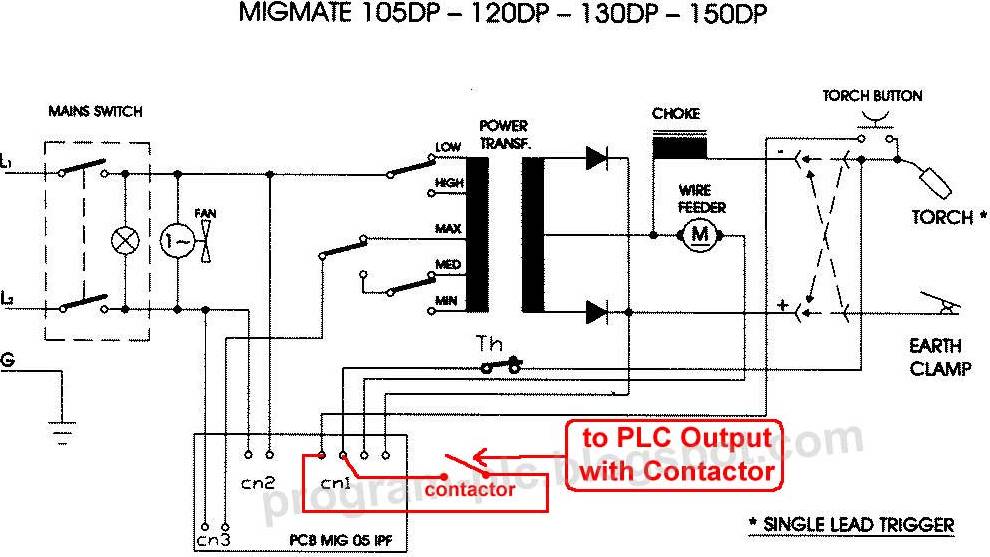
--- 1 Unit Output for Contactor. It's Functions to electrical Motor Cutter ( ON / OFF Motor ) .
--- 2 Unit Output for Solenoid Cylinder Cutter : Forward - Reverse.
--- 2 Unit Output for Solenoid Cylinder Clamp1 : Clamp - UnClamp .
--- 2 Unit Output for Solenoid Cylinder Clamp2 : Clamp - UnClamp.
--- 2 Unit Output for Solenoid Cylinder Clamp2 : Forward - Reverse.
--- Total Number Of Outputs PLC is Minimum 9 Output Unit.
See : Solenoid
Sequence PLC Programming for Cutting Machines :
Step 1 :
a. If Push Button Emg = OFF Then All System OFF.
b. If LS 1 = ON And LS 4 = ON And LS 6 = ON And LS 8 = ON Then All Limit Switch Origin = ON.
c. If Push Button Emg = ON And Selector Switch Motor = ( OFF to ON ) And All Limit Switch Origin = ON Then Contactor Motor = ON.
Step 2 :
a. If Push Button Start = ON And Contactor Motor = ON And All Limit Switch Origin = ON Then Starts Automatic Cutting Process.
--- Download Animation : Cutting Machine
b. If have been three times ( Data Setting = 3 (Can be Changed) ) Then Stops Automatic Cutting Process And ALL Return Origin.
c. If Push Button Emg = Pulse ON Then ALL Return Origin.
Source: http://program-plc.blogspot.com/2009/08/plc-for-automatic-cutting-machines.html